Ultra hassas olmak zorundaysa
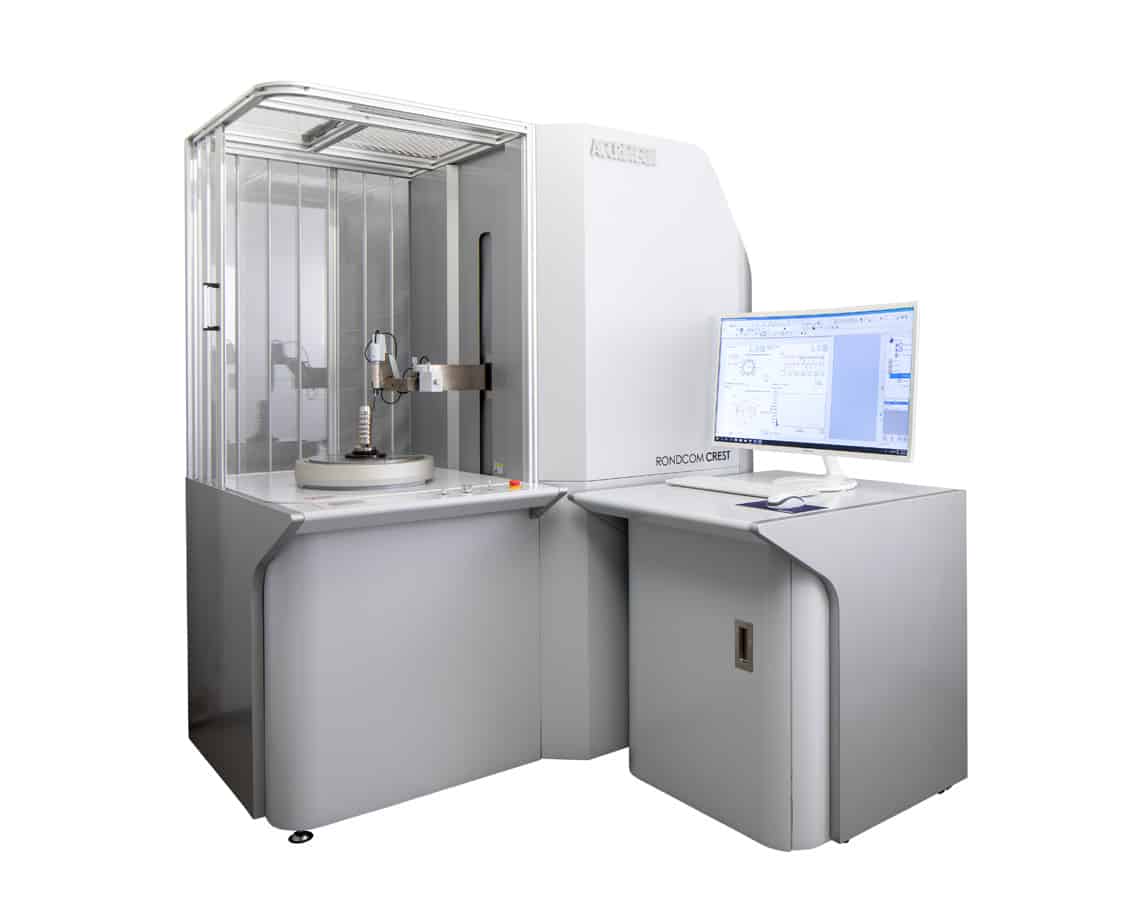
ACCRETECH’ten RONDCOM CREST kontur cihazları, hassasiyet bakımından kendi sınıfında yeni standartlar belirliyor.
Yuvarlak ölçümlerin hassasiyetine yönelik talepler artıyor. Buna bir örnek, yakıt verimliliğini daha da geliştirmek için çalışan otomotiv endüstrisidir. Böylece, örneğin dizel motorlarda ateşlemeyi sağlamak için enjeksiyon modülleri her zaman daha hassas üretilmelidir. Son derece hassas yuvarlak ölçümler, tahrik milleri, eksenler, tekerlek poyraları ve fren diskleri gibi dönel simetrik yapı parçalarında , otomotiv endüstrisinin dışında da talep görüyor.
Üretim yöneticileri ve kalibrasyon laboratuvarları daha hassas ölçüm teknikleri talep ediyor
Bu nedenle üretim yöneticileri kalite güvenceden, dönel simetrik yapı parçalarının yüksek hassasiyet ile üretildiği ölçüm teknikleri talep ediyor. Ancak hassas ölçme odasında mevcut olan kontur cihazları hassasiyet bakımından gün geçtikçe fiziksel sınırlarını zorluyor. Bu, aynı şekilde form ölçümü için referans standardının ölçme tekniği ile ilgili izlenebilirliğini onaylayan kalibrasyon laboratuvarlarındaki kontur cihazları için geçerlidir.
Üretim yöneticileri ve kalibrasyon laboratuvarları daha hassas ölçüm teknikleri talep ediyor
Bu nedenle üretim yöneticileri kalite güvenceden, dönel simetrik yapı parçalarının yüksek hassasiyet ile üretildiği ölçüm teknikleri talep ediyor. Ancak hassas ölçme odasında mevcut olan kontur cihazları hassasiyet bakımından gün geçtikçe fiziksel sınırlarını zorluyor. Bu, aynı şekilde form ölçümü için referans standardının ölçme tekniği ile ilgili izlenebilirliğini onaylayan kalibrasyon laboratuvarlarındaki kontur cihazları için geçerlidir.
En üst seviyede (0.01+3H/10000) μm’lik yuvarlaklık hassasiyeti
Bu nedenle ACCRETECH, değerleri ile kendi sınıfının en hassas kontur ve profil ölçüm cihazı olan yeni yüksek teknoloji kontur cihazı RONDCOM CREST’i pazara sürmüştür: (0.01+3H/10000) μm’lik bir yuvarlaklık hassasiyeti ve (0.02+3R/10000) μm’lik bir düzlük hassasiyeti sunar. Daha önceki cihaz nesli R65B ile karşılaştırıldığında, ACCRETECH tekrar hassasiyetini 0.3 μm arttırabildi. Z ölçüm eksenlerinin 0,05µm/100mm’lik düzlük hassasiyetine ve 0,001 µm’lik çözünürlüğüne pazardaki başka hiçbir kontur cihazı ulaşamıyor. Buna, dokunma kuvveti ayarının entegre ACCTee analiz yazılımı ile 4 ila 15 mN’luk bir aralık dahilinde ayarlanması da katkı sağlar.
Bu yüksek teknoloji ölçüm cihazı, ayrıca karşılıklı hareket eden açı ölçüm fonksiyonuna sahiptir. Böylece, çapı 0,3 μm’lik bir tekrarlama hassasiyeti ile son derece hassas ölçümler mümkündür. Bunun için önemli bir ön koşul, otomatik olarak her zaman en yüksek noktada ölçüm yapılmasını sağlayan ilave motorlu Y eksenidir.
Bunun yanı sıra RONDCOM CREST ile ilk defa opsiyonel olarak tüm eksenlerde (R, Z ve T ekseni) yüksek hassasiyete sahip yüzey pürüzlülüğü ölçümleri bir hazırlama içerisinde gerçekleştirilmelidir.
Temel ve eksen mekaniği için yeni konsept
Bu ultra yüksek hassasiyete ulaşabilmek için ACCRETECH, RONDCOM CREST’te temelin ve eksenin mekanik yapısını değiştirdi. Buna, yeni geliştirilmiş ve patent kaydı yaptırılmış bir tahrik ve yönlendirme mekanizması kullanılır. Her iki hareketli eksende hem yönlendirme hem de eksen için temassız bir mekanizma seçilmiştir: Aerostatik hava rulmanları her iki eksenin (R ve Z) hareketlerini yönlendirir. Hizalama tezgahı da, yüksek hassasiyetteki dönme hareketlerini yönlendiren döner hava rulmanına sabitlenmiştir.
Hava rulmanları, kaydırmalı yataklar ile karşılaştırıldığında, temassız çalışır ve böylece aşınmaya neden olmaz. Bu sayede ölçüm sisteminin hassasiyeti uzun bir süre boyunca aynı kalır. Ayrıca ACCRETECH, hava rulmanları tarafından oluşturulan titreşimler yeni geliştirilen bir nozul ile önemli ölçüde azaltmıştır. Titreşimlerin azaltılmasına yönelik önlemler, her şeyden önce yüksek hassasiyette sahip pürüzlülük ölçümleri sağlar.
Her iki eksen de lineer tahrikler ile tahrik edilir. Her zamanki geleneksel millerin aksine, bu motorlar ne sese ne de titreşime neden olmaz. Ra değerinin ölçümlerindeki gürültü tutumu 20 nm’dir.
İş parçasının dönmesi sırasında, yüzey konumunun sapması, ölçüm kolunun ucunun arkasındaki otomatik bir kuvvet ayarlama dedektörü tarafından tespit edilir. Böylece dedektör, otomatik CNC kontrollü ölçümleri mümkün kılar. Ayrıca bir dedektör değişimi veya manuel adaptasyona gerek yoktur. Böylece çalışanlar ölçüm odasında zaman tasarruf eder.