Highest precision despite complex workpieces
Geometrically complex workpieces are almost always a challenge for metrology, because size and shape make it difficult to reach the measuring points. However, especially with high-precision components, it is essential that tolerances are maintained. Therefore, Pankl Aerospace Systems was looking for a flexible solution for the quality assurance of their drive shafts.
Maximum precision is essential for the high safety standards of Pankl Aerospace Systems Europe. The Austrian-based company manufactures dynamic drive components for the aviation industry. A highly developed quality management system ensures that the components produced meet the quality and safety criteria of the demanding aviation industry. “As our company specialises in specific and customised solutions, we do at times have to find new ways in quality assurance”, says engineering graduate Patrick Polleres, head of quality assurance at Pankl Aerospace. One example of this was the order for drive shafts in the engine area received by Pankl Aerospace in 2017.
The challenge faced when measuring complex geometries

Owing to this new order, the company had to find a way of measuring very large and heavy parts. This was because the drive components to be developed are 1,420 mm long, have a diameter of roughly 440 mm and, at 45 kg, they are correspondingly heavy. It is therefore impossible to move the measurement subject in the relevant directions for the measurement. But how do you test large, heavy and complex parts with measuring areas that are difficult to access? “Normally coordinate measurement machines are used to test such parts due to the greater accessibility. However, in this case, the contour and roughness also had to be checked – which cannot be done with this method. That’s why we looked for alternatives,” Polleres recalls.
Geometrically complex parts are always a challenge for measuring technology. They have test characteristics that are difficult to measure and require considerable flexibility in terms of measuring technology. For instance, the size and shape of the drive shafts also make it difficult to access the measuring points. In addition, measuring points in holes are generally difficult to access. As a result, the precision often suffers when measuring areas that are difficult to access. Not an option for Patrick Polleres. “The quality standards Pankl Aerospace has for its drive components mean it is impossible for any compromises to be made when it comes to quality control”. He therefore had to find a way of measuring the contour and roughness of these drive shafts without sacrificing precision. “It was clear there was no out-of-the-box solution in this regard,” Polleres had no doubt.
Searching for a solution
After conducting market research, the company opted for an ACCRETECH solution. “We had been working successfully with an ACCRETECH contour measuring system for many years, which is why we turned to ACCRETECH for this complex task,” recalls Polleres. The challenge was finding a way to customise the measuring systems such that they could be used on the existing special measuring table and measure these complex and heavy drive shafts. Together with ACCRETECH, Polleres defined the requirements that the measuring system had to meet in order to be capable of measuring all requisite areas and achieve maximum precision in the measurement result.
It was clear that the measuring system had to reach every area of the very large drive shafts, as it was not possible to move the measurement subject purely due to its considerable weight. Given the size of the measurement subject and the holes to be measured, an extra long probe arm and stylus were required. The intention was also to align the detector as flexibly as possible. Further requirements included measurement of the X-axis along the full length of the workpiece and contour measurements in through holes and the gearing in Y-direction on the outside. The entire measuring unit was therefore supposed to be able to rotate by 90°. In order for a precise contour measurement to still be possible, the feed had to be tiltable. To ensure that the length of the probe arm and the flexible alignment yield the smallest possible loss of precision, the measuring instrument had to provide stable and highly accurate measurement results even under the special conditions.
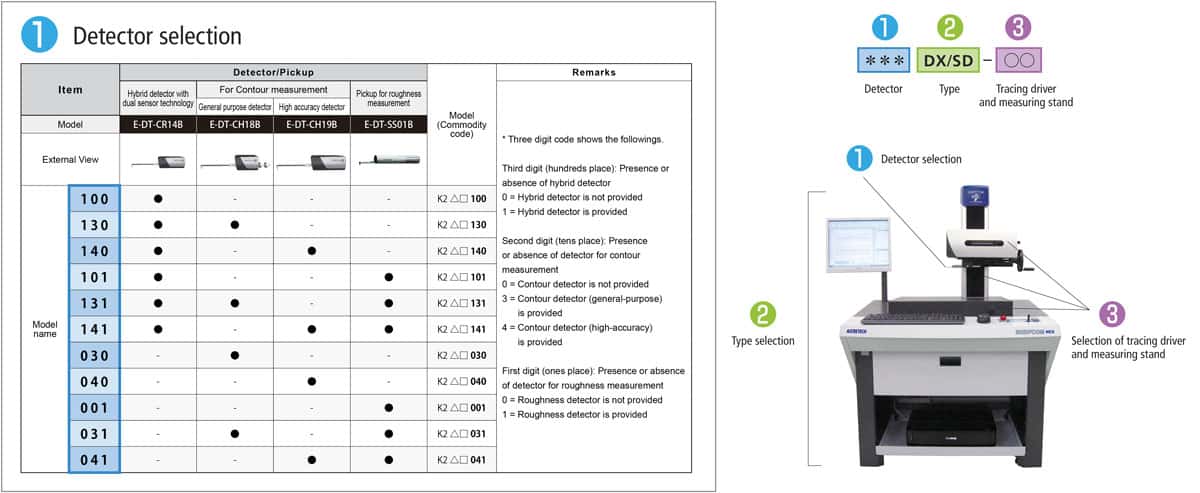
Once the requirements had been unequivocally defined, the SURFCOM NEX 030 was modified and expanded accordingly at the ACCRETECH production facility in Japan.
Considerable flexibility with maximum precision
“The customised SURFCOM NEX 030 is the measuring system we need to complete our order. The system makes it possible to measure both contour and roughness if there are complex and large geometries,” Polleres is impressed.
The 90 mm spacer between the column and feed unit enables contour measurement of the surface line even in relation to large shafts. The 360° z-column rotary unit has stops at 0°, 45° and 90°. The probe arm at 680 mm and stylus at 52 mm are of a sufficient length. The 1,500 x 1,000 mm granite plate contains an anti-vibration system. The patented linear drive of the SURFCOM NEX 030 also ensures high measuring and positioning speeds in addition to accurate results.
Equipped for the future
“ACCRETECH was open to finding a solution with us right from the start,” says Polleres. “Definition of the requirements and the associated technical implementation were quite complex. But thanks to the flexibility and technical possibilities on the part of ACCRETECH, implementation of our requirements worked out perfectly. With the SURFCOM NEX 030, together with a coordinate measurement machine, we are able to measure every area of the drive shafts, thus ensuring adherence to all tolerances.”
In future, Pankl Aerospace will use the SURFCOM NEX 030 to ensure the quality of roughly 100 parts per year.
Contour measuring system SURFCOM NEX 030 for Pankl Aerospace:
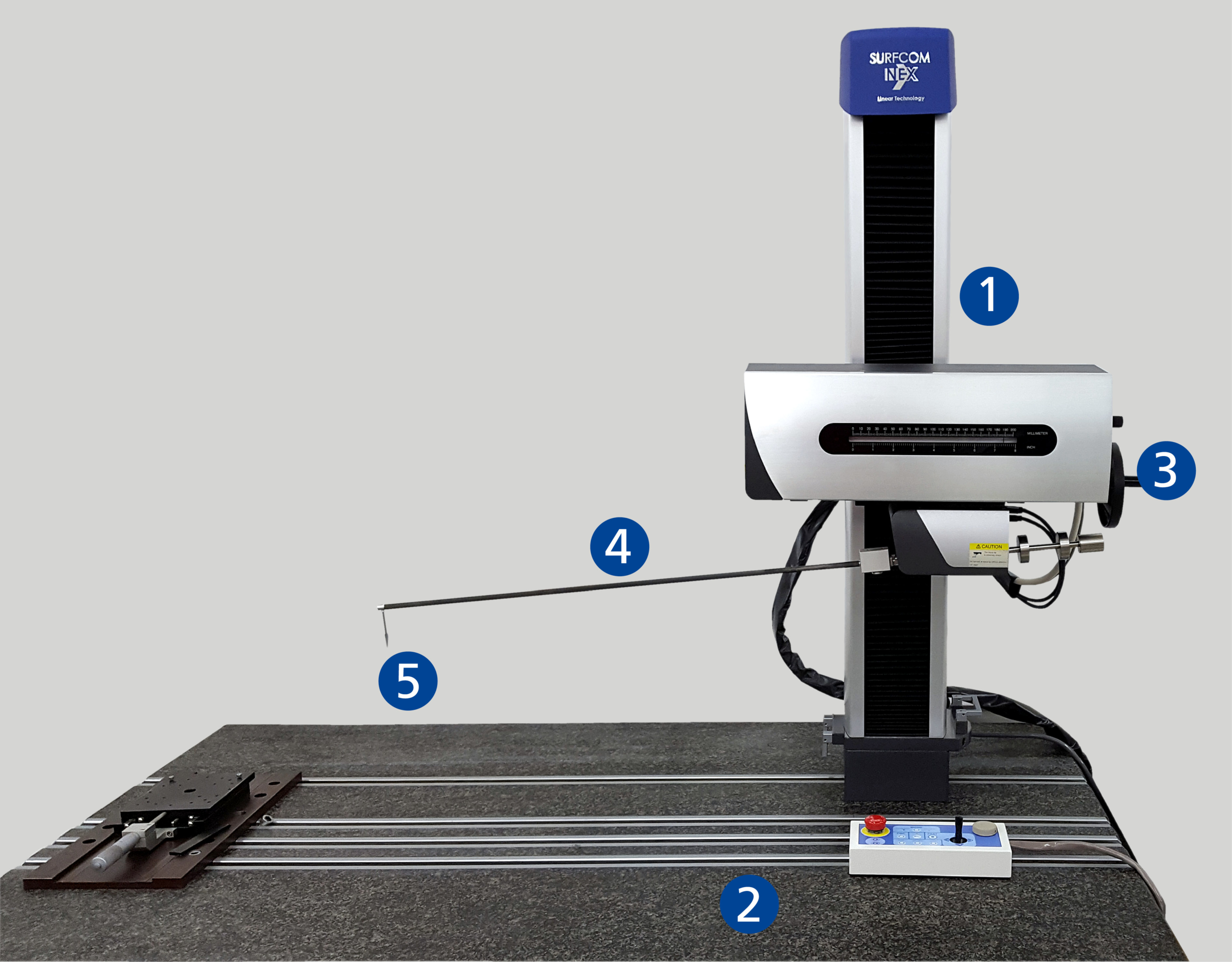
1. A highly stable basic machine
2. Granite plate with anti-vibration system 1,500 x 1,000 mm
3. Tilting unit feed 200 mm (standard)
4. Prolonged probe arm 680
5. Extra long stylus 52 mm

6. 90 mm spacer between the column and feed unit; enables contour measurement of the surface line even in relation to large shafts
7. Z-column 360° rotary unit with stops at 0°, 45° and 90°
About Pankl Aerospace Systems
As a tier one supplier for the aerospace industry, Pankl Aerospace provides customised services for dynamic engine components: from design and development to assembly, manufacturing, material testing using the in-house laboratory, performance, stress and fatigue analyses, complete safety and reliability assessments, all the way to efficient prototype testing, qualification and certification. Go to Pankl Aerospace
About ACCRETECH
ACCRETECH was founded in Tokyo in 1949 and is now one of the world’s leading providers of products for precision measuring equipment and of the most modern equipment for the semiconductor industry. ACCRETECH has been established on the European market since 1989 and now benefits from a comprehensive sales and service network.